


随着科技的快速发展,机器视觉技术已经在多个领域得到了广泛的应用。机器视觉检测是一种利用计算机视觉系统代替人眼进行检测和判断的技术,它可以大大提高生产效率和检测精度,降低人工成本和错误率。那么机器视觉检测适用于检测哪些产品?
一、电子产品制造
在电子产品制造行业中,机器视觉检测系统广泛应用于手机、平板电脑、笔记本电脑等产品的质量检测。例如,屏幕的划痕检测、摄像头的对焦检测、外壳的色泽和完整性检测等。通过高速相机和高分辨率镜头,机器视觉可以快速准确地识别出产品表面的微小瑕疵,确保产品质量符合标准。

二、汽车制造
在汽车制造行业,机器视觉检测用于保证汽车零部件的尺寸和形状精度,如发动机零件、车身板件、车灯等。车辆装配线上的定位系统也常常使用机器视觉技术来确保装配的度。例如,机器视觉可以帮助定位轮胎与轮毂的装配位置,提高装配效率和准确性。
三、食品和饮料行业
在食品安全检测方面,机器视觉技术可以用来检测食品包装上的日期编码、条形码和QR码的清晰度和正确性。同时,它还可以用于检查包装的完整性,避免破损或污染的产品流入市场。对于瓶装饮料,机器视觉可以检查瓶盖的密封性以及液体的水平面是否符合标准。
四、制药行业
在制药行业,机器视觉检测主要用于药品包装的质量控制。例如,它可以检查药品包装上的印刷质量、标签贴放是否正确、是否有混药以及包装内的药片数量是否准确。
五、半导体和光伏行业
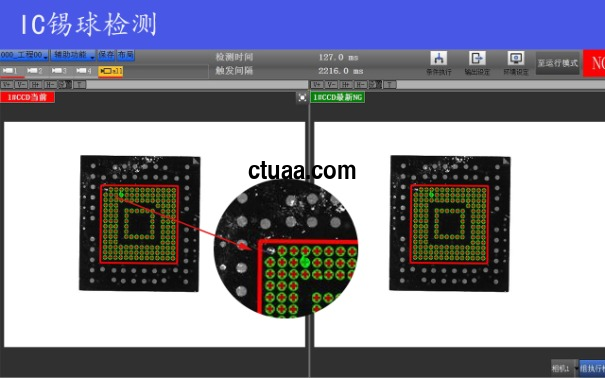
在半导体行业,机器视觉技术用于检测芯片封装过程中的质量控制,包括引脚排列、封装完整性和焊接质量。在光伏行业,机器视觉可以检测太阳能电池板的组装质量和电池片的缺陷,确保光伏产品的高性能和可靠性。
六、纺织和印刷行业
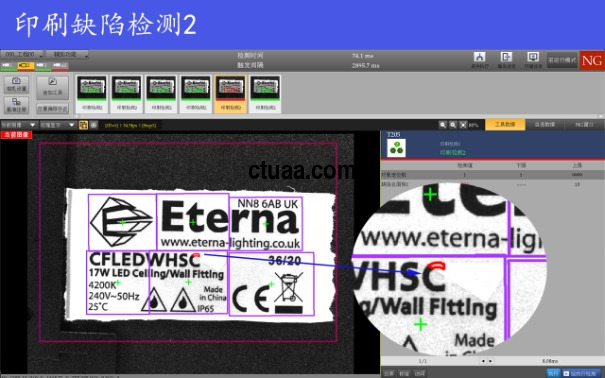
在纺织行业,机器视觉可以用于检测布料的颜色差异、图案对齐以及织物的瑕疵。在印刷行业,机器视觉技术可以检查印刷品的颜色一致性、文字清晰度和图像完整性,确保印刷产品质量稳定。
七、智能交通系统
在智能交通系统中,机器视觉技术被用于车牌识别、交通流量监控以及红灯违规抓拍等。这些系统通过分析实时视频数据,提供重要的交通管理信息,提高道路安全。
机器视觉检测技术凭借其高效、精准和稳定性,在各行各业都展现出了巨大的潜力。随着技术的不断进步,未来机器视觉将在更广泛的领域内发挥作用,为工业自动化和智能化做出更大的贡献。